工业废气处理设备现在是化工企业不可缺少的设备,设备运行的稳定性是主要考虑的因素。相比之下,RTO蓄热式焚烧炉是一种更为成熟、稳定、高效的技术。可处理工业生产过程中排放的各种VOC有机废气。该系统采用700℃高温氧化脱除废气,通过控制温度、停留时间、湍流度和含氧量将废气转化为二氧化碳和水煤气,回收分解时释放的热量,从而达到环保节能的双重目的。
RTO焚烧炉设备的系统组成:
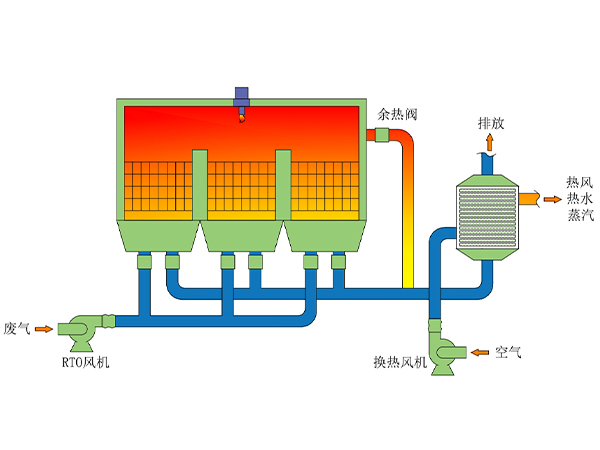
RTO系统由一个上燃烧室、两个或多个蓄热室、一系列换向装置和相应的控制系统组成。根据器件结构的不同,RTO器件可分为两室RTO、三室RTO和多室RTO。二室RTO是一种比较基础的废气处理装置,也是实现蓄热式热回收的基本结构。设备热回收率超过95%,VOC净化率可达99%。与二室RTO设备相比,三室RTO具有另一个回热器,用于对回热器进行排气。三室RTO可用于中小型排气流量。一般来说,如果废气量超过6000Nm3/h,空气流量和传热效率,应过渡到五室。
RTO焚烧炉设备的工艺特点:
RTO装置对废气中含有的少量粉尘和固体颗粒不敏感,可适用于装置内废气成分和浓度的波动,因此比常规装置,它的适用范围和净化效率会相较更广、更好。RTO设备适用于处理浓度为2g/m3-8g/m3的有机废气,但不适用于处理硅树脂、S、Cl、卤素含量高的有机物。

