RTO焚烧炉是一种高效的有机废气处理设备,企业生产中必会用到RTO焚烧炉,如今RTO已经成为主流的废气处理技术,为什么RTO焚烧炉能够得到广泛应用呢?
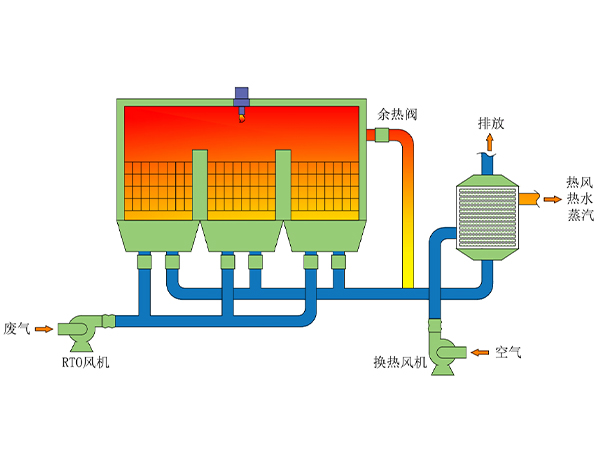
RTO焚烧炉的工作原理是将有机废气加热到760摄氏度以上,使废气中的挥发性有机物氧化分解为二氧化碳和水。氧化过程产生的热量存储在特制的陶瓷蓄热体,使蓄热体升温“蓄热”。陶瓷蓄热体内储存的热量用于预热后续进入的有机废气,该过程为陶瓷蓄热体的“放热”过程,从而节省废气升温过程的燃料消耗。
RTO焚烧炉的优势:
1、RTO系统运行稳定、可靠。
2、采用新型陶瓷蓄热系统,热利用效率高于95%。
3、净化效率高,可达99%,无需缓冲罐。
4、系统结构紧凑,占地面积小。
5、停留时间长,燃烧充分,分解。
6、不产生NOx等二次污染。
7、炉内死区小、压力损失小。
8、不需要辅助加热,运行成本低。
9、利用高性能双密封提升阀,外泄露率为零。
RTO焚烧炉适用于制药、化工、机械、电器、喷涂、石油、印刷、涂布、涂料各种工业生产车间产生的有机废气处理。

