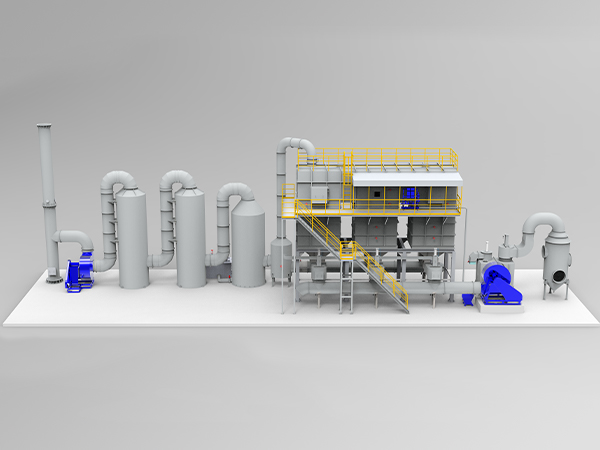
RTO焚烧炉是废气处理设备之一,因其运行稳定、操作安全、维护费用低、一次投资低等优势,被广泛应用于各行各业。应该还有人不清楚RTO设备催化燃烧器,下面就RTO焚烧炉厂家的小编给大家简单说说RTO设备催化燃烧器的特点和应用。
1、利用高效机能双密封晋升阀,外泄漏率为0,确保整个系统的处理效率可达99%以上;
2、因采用的是高机能入口蓄热体,废气处理更彻底,高效节能,环保达标;
3、额定净化流量选择范围宽:处理风量可从3000-100000Nm/h,燃烧完全,无二次污染,换热效率高;
4、采用分级燃烧技术,蓄热室内温升平均,换热效果好,处理效率大于99%以上;
5、热能回收利用,降低了产品的运营本钱,故障率低,产品实现远程调控,零间隔维护监控;
6、堪料耗量:启动燃烧器为更大运输,正常运行时根据废气浓度确定,当浓度>2000mg/Nm3以上时,燃即可维持炉膛的热平衡,零能量。
RTO设备催化燃烧器的应用:
应用于机械喷漆、农药、树脂、EPS、光学膜、反光材料、广告材料、PET膜、特种胶带、烫金膜、锂电体系体例造、制药厂、食物、电子、TFT/LCD、印刷包装、汽车涂装、汽车零配件、铝涂装、家具喷漆、制罐印铁、造船等多领域。

